52
Métodos de unión
Métodos de unión
Evaluación de la junta soldada a tope
La soldadura a tope puede evaluarse utilizando métodos de evaluación
destructivos y no destructivos. Para estas evaluaciones es necesario utilizar
equipos especiales. Las soldaduras a tope pueden juzgarse fácilmente
mediante una inspección visual, siendo este el método recomendado para
una primera evaluación:
La forma del cordón de soldadura es una indicación del éxito del proceso de
soldadura. Ambos cordones de soldadura deben tener la misma forma y
tamaño. La anchura del cordón de soldadura debe ser aproximadamente
0,5 x la altura. Las diferencias entre los cordones pueden estar causadas por
las diferencias del material PEAD utilizado en los componentes soldados. A
pesar de las diferencias entre los cordones de soldadura, la soldadura
podría ofrecer la resistencia necesaria.
En la ilustración 5.7 se muestra una buena soldadura con un cordón de sol-
dadura uniforme. En una inspección visual esta soldadura se clasificaría
como una soldadura "aceptable".
Ilustración 5.7 Soldadura a tope con cordones de soldadura uniformes (OK)
El hundimiento entre los accesorios y la tubería puede tener diferentes cau-
sas. Los extremos de tubería ovales o el estrechamiento irregular de las
tuberías podría provocar un encaje incompleto. Si este hundimiento es
inferior al 10% del espesor de la pared, la soldadura sigue pudiendo clasi-
ficarse como "aceptable" (consultar la ilustración 5.8).
Ilustración 5.8 Soldadura a tope con hundimiento de la tubería (aceptable)
La ilustración 5.9 muestra una junta con cordones demasiado grandes.
La
uniformidad indica una buena preparación de la junta. No obstante, los
ajustes del suministro de calor y de la presión de unión son demasiado ele-
vados. Una inspección puramente visual calificaría la soldadura como
"aceptable".
Ilustración 5.9 Soldadura a tope con cordones de soldadura grandes (aceptable)
Cuando el calentamiento es insuficiente o la presión de soldadura demasi-
ado baja, apenas se producen cordones. En estos casos, las tuberías de
paredes gruesas forman con frecuencia cavidades de contracción. Estas
soldaduras deben clasificarse como "no aceptables".
Ilustración 5.10 Soldadura a tope (no aceptable)
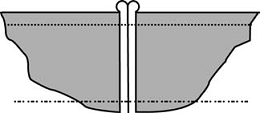
En la ilustración 5.11 se muestra la sección transversal de un cordón de
fusión redondo y regular
, libre de muescas o hundimiento. Debe prestarse
una atención especial al hecho de que el valor de collar "K" sea mayor
que 0.
Ilustración 5.11 Sección transversal de una soldadura a tope satisfactoria
Soldadura manual
Las soldaduras a tope se efectúan generalmente utilizando una máquina
de soldadura a tope Akatherm. No obstante, hasta diámetros d
1
= 75 mm
la soldadura puede efectuarse manualmente. Con diámetros de 90 mm y
superiores, las presiones de soldadura son demasiado grandes como para
poder conseguir unas buenas soldaduras a mano. El proceso de soldadura
es idéntico al de la soldadura a tope con una máquina:
Precalentamiento
Empujar la tubería/accesorios contra la placa calefactora hasta que se haya
formado el cordón de soldadura necesario (en lo relativo a la altura del cor-
dón de soldadura, consultar la tabla 5.2).
Calentamiento
Sujetar la tubería/accesorios contra la placa calefactora sin ejercer presión
(en lo relativo al tiempo, consultar la tabla 5.2).
Conmutación/soldadura/enfriamiento
Puesto que los spigots se calientan intensamente, ambas piezas deben
unirse lo más rápidamente posible aumentando suavemente la presión.
La
unión debe efectuarse de manera precisa, ya que no es posible mover las
piezas durante y después de la unión.
Mantener las piezas unidas bajo presión mientras el cordón de soldadura
siga plastificado (esto puede comprobarse presionando el cordón con el
dedo). Entonces la junta necesita enfriarse sin ninguna carga adicional. Se
recomienda el uso de una estructura de soporte cuando se proceda a unir
secciones de tuberías largas. El uso de una máquina de soldadura a tope
ofrece mejores resultados bajo todas las circunstancias.
max 0,1 e