51
Métodos de unión
Métodos de unión
presión N/mm
2
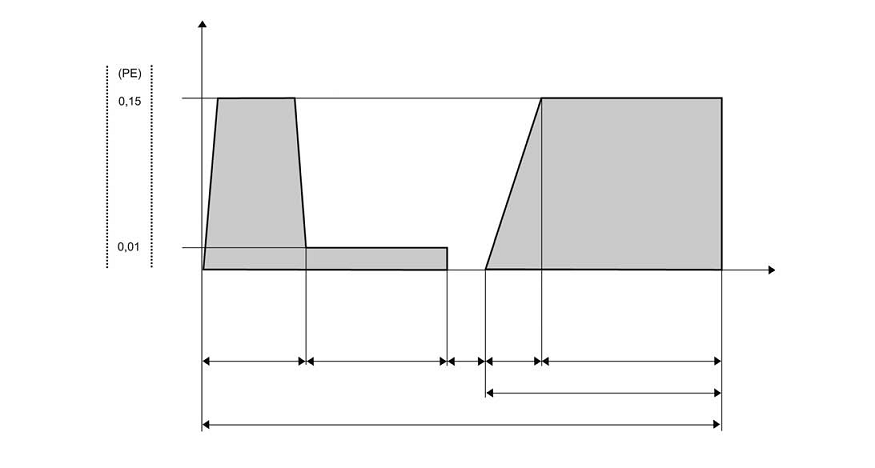
presión de precalentamiento (F
0
)
presión de calentamiento (F
d
)
presión de soldadura (F
L
)
tiempo
tiempo de
precalentamiento
tiempo de
calentamiento
tiempo de
conmutac
ión
tiempo de
c
r
ea
ci
ón
de
pr
esi
ó
n
tiempo de enfriamiento
tiempo de soldadura total
tiempo total del proceso de soldadura
Gráfico 5.1
d
1
e
Presión de
precalenta-
miento /
presión de
soldadura
(0,15 N/mm
2
)
Presión de
calentamiento
(0,01 N/mm
2
)
Altura del
cordón de
soldadura
Tiempo de
calentamiento
Tiempo de
conmutación
Tiempo de
creación de
presión
Tiempo de
enfriamiento
mm
mm
F
O
/F
L
N
F
d
N
mm
sec
sec
sec
min
40
3,0
55
4
0,5
29
4
4
4
50
3,0
70
5
0,5
30
4
4
4
56
3,0
75
5
0,5
30
4
4
4
63
3,0
85
6
0,5
31
4
4
4
75
3,0
105
7
0,5
32
5
5
4
90
3,5
145
10
0,5
35
5
5
4
110
4,2
210
14
0,5
42
5
5
6
125
4,8
275
18
1,0
48
5
5
6
160
6,2
450
30
1,0
62
6
6
9
110
3,4
175
12
0,5
35
5
5
4
125
3,9
225
15
0,5
39
5
5
5
160
4,9
370
25
1,0
49
5
5
7
200
6,2
570
38
1,0
62
6
6
9
250
7,8
900
60
1,5
77
6
6
11
315
9,7
1400
93
1,5
77
6
6
11
200
7,7
700
47
1,5
77
6
6
11
250
9,6
1090
73
1,5
97
7
7
13
315
12,1
1730
115
2,0
121
6
8
16
Tabla 5.2 Parámetros de soldadura, sistema de drenaje PEAD de Akatherm
En la tabla 5.2 pueden encontrarse los parámetros de soldadura para el
PEAD de Akatherm. La regulación exacta de la máquina de soldadura
depende de su resistencia mecánica. Para la regulación de la máquina
deben utilizarse las tablas facilitadas con la misma.